شوناہو فیکٹری اعلی معیار کی مشینیں اور فروخت کے بعد قابل اعتماد مدد فراہم کرتا ہے۔ آپ کو اپنے دشواریوں کا ازالہ کرنے میں مدد کے لئے یہاں ایک تیز گائیڈ ہے خودکار میلمائن ویئر پالش مشین اور اسے آسانی سے چلاتے رہیں۔ اگر نکالنے (مادی پک اپ) نظام کام نہیں کر رہا ہے ، اس مسئلے کی تشخیص اور حل کرنے کے لئے ان آسان اقدامات پر عمل کریں۔ مرحلہ 1: سکشن ریل پر آئرن شیٹ کو چیک کریں سکشن ریل پر دو آئرن شیٹ کا معائنہ کریں۔ وہ مشین کے سینسروں کے ساتھ تعامل کرتے ہیں ، لہذا ان کی سیدھ نازک ہے۔ سکشن اسمبلی پر لوہے کی چادر کے نیچے سے لوہے کی چادر کے نیچے تک فاصلہ کی پیمائش کریں: یہ 22-22 ہونا چاہئے۔ 5 سینٹی میٹر - اگر فاصلہ 22 5 سینٹی میٹر سے زیادہ ہے تو ، مادی پک اپ پوزیشن بند ہوسکتی ہے۔ - اگر یہ 22 سینٹی میٹر سے کم ہے تو ، سکشن اسمبلی اوپر سے ٹکرا سکتی ہے اور خراب ہوسکتی ہے۔ مرحلہ 2: ریلے کی جانچ کریں سینسر سے منسلک ریلے کو چیک کریں۔ جب نکالنے کے دوران لوہے کی چادر بڑھتی ہے (22-222 5 سینٹی میٹر کی حد کے اندر) ، ریلے کو روشن کرنا چاہئے ، جس سے یہ ظاہر ہوتا ہے کہ یہ کام کر رہا ہے۔ - اگر ریلے روشن نہیں ہوتا ہے تو ، اسے متبادل کی ضرورت ہوسکتی ہے۔ ان اقدامات پر عمل کرتے ہوئے ، آپ مادے کے پک اپ کے مسائل کو جلدی سے حل کرسکتے ہیں اور اپنی مشین کو موثر انداز میں چلاتے رہ سکتے ہیں۔ مزید مدد کے لئے ، ہماری سپورٹ ٹیم سے رابطہ کریں - ہم مدد کے لئے یہاں موجود ہیں!موبائل: 86-159 0599 6312 (محترمہ شیلی)ای میل: مشین@ہیونگن ڈاٹ کام
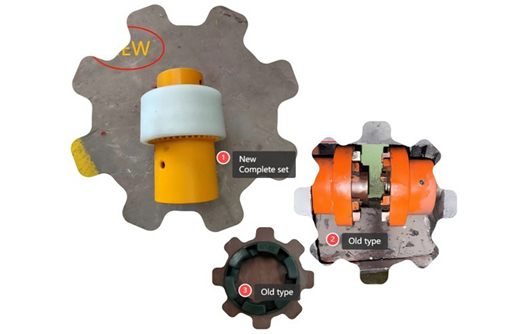
میلمائن ٹیبل ویئر کی تیاری کے لئے ، خودکار میلمائن ٹیبل ویئر بنانے والی مشین اچھی حالت میں برقرار رکھنا بہت ضروری ہے۔ مشین کے مختلف حصوں میں ، جوڑے کا ایک اہم کردار ادا کرتا ہے۔ یہ مولڈنگ مشین کے آپریشن کے دوران صدمے کے جذب کرنے والے کی حیثیت سے کام کرتے ہوئے موٹر اور آئل پمپ کو لنک کرنے کا کام کرتا ہے۔ اس طرح ، جوڑے کی مناسب دیکھ بھال کو بڑھاوا نہیں دیا جاسکتا۔ چونکہ میلمائن ویئر کمپریشن مشین ہر دن تیز رفتار سے چلتی ہے ، لہذا جوڑے کے پیچ کبھی کبھی ڈھیلے ہوسکتے ہیں۔ لہذا ، ان لوگوں کے لئے جو شوناہو برانڈ میلمائن ڈنر ویئر مینوفیکچرنگ مشینیں استعمال کرتے ہیں ، وہ صارفین یا تکنیکی ماہرین ہوں ، جوڑے کے بار بار معائنہ کرنا انتہائی مشورہ دیا جاتا ہے۔ یہاں دیکھ بھال کے کچھ اہم پہلو یہ ہیں جو شونھاو مشین اور مولڈ فیکٹری : کے ذریعہ فراہم کردہ ہیں۔ 1. سکرو فکسنگ: جس وقت آپ مشاہدہ کرتے ہیں کہ جوڑے کے پیچ ڈھیلے ہوئے ہیں ، یہ ضروری ہے کہ انہیں فورا. سخت کردیں۔ ڈھیلے پیچ آپریشنل عدم استحکام کو متحرک کرسکتے ہیں اور مشین کے پرزوں پر بھی زیادہ شدید نقصان پہنچا سکتے ہیں۔
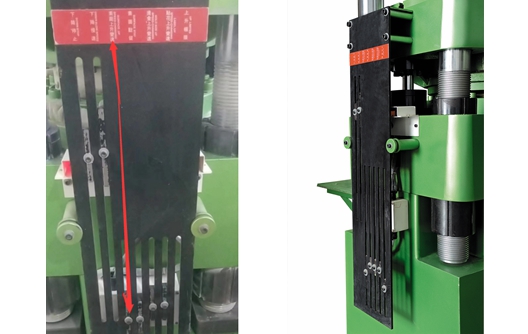
میلامین دسترخوان کی تیاری بظاہر ایک پیچیدہ پیداواری عمل ہے کیونکہ ایسا لگتا ہے کہ بہت سے پیرامیٹرز ہیں جنہیں ایڈجسٹ کرنے کی ضرورت ہے۔ تاہم، ایک بار جب آپ کچھ مہینوں کے لیے شروع کر لیتے ہیں، تو آپ کئی اہم پیرامیٹرز کو جمع کر سکتے ہیں۔ 1. مولڈ کو بند کرنے سے پہلے آہستہ آہستہ بڑھنے اور مڑنے کے فاصلے کو ایڈجسٹ کریں۔ 2. پروڈکٹ کے سائز کے مطابق مولڈنگ کا وقت ایڈجسٹ کریں۔ 3. مختلف خام مال کے مطابق درجہ حرارت کو ایڈجسٹ کریں. 4. ایگزاسٹ فاصلہ، ایگزاسٹ انتظار، اور ایگزاسٹ ٹائم کی ایڈجسٹمنٹ۔ 5. ڈیکل ٹائم کی ایڈجسٹمنٹ (تقریبا ایک ہی، صرف ٹھیک ٹیونڈ)۔ 6. گلیزنگ پاؤڈر کے وقت کی ایڈجسٹمنٹ (تقریبا ایک ہی، صرف ٹھیک ٹیونڈ)۔ آج Shunhao فیکٹری تفصیل کے ساتھ پہلا نکتہ متعارف کرائے گی: مولڈ بند ہونے سے پہلے، بڑھنے اور سست ہونے کے فاصلے کو ایڈجسٹ کرنے کی ضرورت ہے، اسے مشین کی اسٹروک پلیٹ پر ایڈجسٹ کرنے کی ضرورت ہے (نیچے دی گئی تصویر دیکھیں) بڑھنے اور سست کرنے کے بٹن کو اوپر اور نیچے ایڈجسٹ کیا جا سکتا ہے اور اس کے پیچھے ایک قربت کا سینسر ہے۔ یہ بٹن سینسر کے قریب ہے، اور لائٹ آن ہے، اس بات کی نشاندہی کرتی ہے کہ پوزیشن تیزی سے سست کی طرف کام کرنا شروع کر دیتی ہے۔ جب کارکن خام مال کو رکھنا مکمل کر لیتا ہے، تو مشین کے فارمنگ بٹن (کیورنگ) کو دبائیں، اور مشین مولڈ کو بند کرنے کے لیے تیزی سے اٹھنا شروع کر دیتی ہے۔ لہذا، یہ فیصلہ کرنے کے لیے بٹن کو ایڈجسٹ کریں کہ کب تیز سے سست میں تبدیل ہونا ہے۔ صارفین کو مزید واضح طور پر جاننے میں مدد کرنے کے لیے، براہ کرم درج ذیل تفصیلات کو پڑھیں۔ پلیٹ بنانے کے لیے پلیٹ مولڈ میں خام مال تیزی سے دوڑتا ہے پھر مولڈ کو جلد سے جلد بند کرنے کے لیے بڑھنے اور سست رفتاری کے بٹن کو نیچے کی طرف ایڈجسٹ کیا جا سکتا ہے۔ ڈیپ باؤل بنانے کے لیے خام مال کو گہرے پیالے کے مولڈ کے پورے گہا کو بھرنے کے لیے زیادہ وقت درکار ہوتا ہے، پھر سڑنا کو آہستہ آہستہ بند کرنے کی ضرورت ہوتی ہے، اور جب خام مال پوری گہا کو بھر دیتا ہے تو مولڈ کو مکمل طور پر بند کر دینا چاہیے۔ اگر خام مال سے سڑنا بھرنے سے پہلے مولڈ کو مکمل طور پر بند کر دیا گیا ہے، تو پھر ایک مسئلہ ہو گا: آئل پریشر گیج سے پتہ چلتا ہے کہ دباؤ گرتا رہتا ہے، حالانکہ سڑنا مکمل طور پر بند ہے۔ اس لیے مشین کے دائیں جانب اسٹروک پلیٹ پر موجود وہ بٹن بہت مفید ہیں۔ ہم مشین اور مولڈ کو بالکل مماثل بنانے کے لیے کارروائی کو ٹھیک کر سکتے ہیں، جو مشین کی سروس لائف کو بڑھانے کا بھی ایک فائدہ ہے۔ ہم امید کرتے ہیں کہ یہ مضمون آپ کے لیے مفید ہے، براہ کرم Shunhao مشین اور مولڈ فیکٹری کی حمایت جاری رکھیں !...
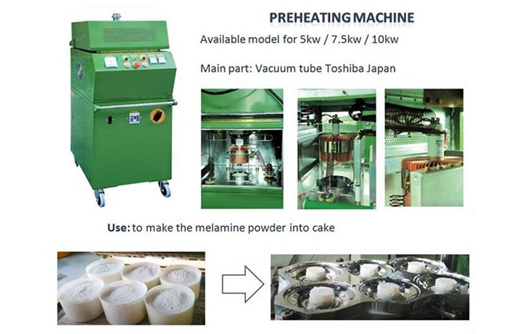
ہائی فریکوئنسی پری ہیٹنگ مشینیں مولڈنگ انڈسٹری میں بڑے پیمانے پر استعمال ہوتی ہیں، جیسے سیمی کنڈکٹر ڈسکریٹ الیکٹرانک پرزے، انٹیگریٹڈ سرکٹس، دیگر مائیکرو الیکٹرانک پیکیجنگ، موٹر کمیوٹیٹرز، میلامین (میلامین) میلامین ٹیبل ویئر، پلاسٹک کے آلات وغیرہ۔ میلامین کمپریشن مولڈنگ میں ایک اہم قدم کے طور پر، پہلے سے گرم کرنا میلمین پاؤڈر کی روانی کو بڑھا سکتا ہے اور مولڈ مصنوعات کی سطح کی چمک کو بہتر بنا سکتا ہے۔ Shunhao فیکٹری کے ذریعہ تیار کردہ ہائی فریکوئنسی پری ہیٹر کو چلانے میں بہت آسان ہے، لیکن ابھی بھی آپریٹنگ کے کچھ معاملات ہیں جن پر آپریٹر کو توجہ دینے کی ضرورت ہے۔ 1. مشین کو پہنچنے والے نقصان کو روکنے کے لیے، اس بات کو یقینی بنانا ضروری ہے کہ پہلے سے گرم مواد میں ضرورت سے زیادہ پانی اور دھول نہ ہو۔ 2. ارد گرد کا ماحول جہاں ہائی فریکوئنسی پری ہیٹر رکھا گیا ہے وہ مرطوب، دھول یا اعلی درجہ حرارت والی براہ راست سورج کی روشنی نہیں ہو سکتا تاکہ ویکیوم ٹیوب کی عام گرمی کی کھپت کو یقینی بنایا جا سکے۔ 3. مشین کو اچھے معیار کے ساتھ انسٹال کرنے کی ضرورت ہے اور اسے گراؤنڈنگ تار سے اچھی طرح سے منسلک کیا جانا چاہئے۔ 4. مشین کے چلنے کے بعد، اس بات کو یقینی بنائیں کہ ویکیوم ٹیوب کا کولنگ فین معمول کے مطابق کام کرتا ہے۔ 5. مشین کو ایک گھنٹے تک چلانے یا بند کرنے سے پہلے 10-15 منٹ کے لیے گرم کرنے کی ضرورت ہے۔ 6. موصلیت کا سامان مشین کے اوپری اور نچلے سروں پر رکھا جانا چاہئے، اور کسی بھی طرح سے براہ راست رابطے کی اجازت نہیں ہے، بصورت دیگر، مشین کو نقصان پہنچ سکتا ہے۔ 7. جب ہائی فریکوئنسی آؤٹ پٹ، حادثات کو روکنے کے لیے، کم تعدد اور کم وولٹیج کے آلات جیسے ملٹی میٹر اور ٹیسٹ میٹر استعمال نہ کریں۔ 8. باقاعدگی سے ہائی فریکوئنسی والے پری ہیٹر کو چیک کریں کہ آیا کوئی برن آؤٹ، نقصان، خرابی وغیرہ تو نہیں ہے۔ 9. اگر مشین اکثر چمکتی ہے، تو اسے بروقت مرمت کرنے کی ضرورت ہے۔
718 مولڈ اسٹیل کو متعارف کرانے کے بعد، شونہاؤ مولڈ فیکٹری آپ کے ساتھ 718 مولڈ اسٹیل کے انتخاب کے معیار کا اشتراک کرے گی اور امید ہے کہ یہ آپ کے لیے مددگار ثابت ہوگا۔ 1. 718 مولڈ اسٹیل کی سختی کے تقاضوں کو منتخب کرتے وقت، سختی کی حد سے بچیں جو مزاج میں ٹوٹ پھوٹ پیدا کرتی ہے۔ کاربن اسٹیل کی کم درجہ حرارت کی حد تقریباً 250 ℃ ہے، جب کہ الائے اسٹیل کے مزاج کی ٹوٹ پھوٹ کا اوپری حد درجہ حرارت تقریباً 350 ~ 300 ℃ ہے۔ 2. مولڈ مواد کے انتخاب میں کریکنگ کو روکنے کے لیے کچھ تقاضے ہوتے ہیں۔ الائے اسٹیل میں بہتر سختی، سست ٹھنڈک اور بجھانے، کم تھرمل تناؤ اور ساختی تناؤ، اور کم کریکنگ کا رجحان ہے۔ کاربن اسٹیل میں کمزور سختی، بڑے بجھنے والے ڈھانچے کا تناؤ، اور تھرمل تناؤ ہے، اور ٹوٹنا آسان ہے۔ 3. مولڈ ڈیزائنر اسٹیل گریڈ کی اعلی ترین سختی کی قیمت کو حاصل کرنے کے لیے استعمال کی کارکردگی اور منتخب اسٹیل گریڈ کے مطابق حقیقی تکنیکی حالات کو معقول طور پر وضع کرتا ہے۔ 718 سٹیل کے سانچوں کے لیے، جب ہیٹ ٹریٹمنٹ کی تکنیکی ضروریات پوری نہیں کی جا سکتی ہیں، تو زندگی پر بہت کم اثر ڈالنے والی ضروریات کو متعدد مرمت اور سکریپ سے بچنے کے لیے مناسب طریقے سے نرم کیا جا سکتا ہے۔ 4. سڑنا کے خام مال کے معیار کے معائنہ اور انتظام کو مضبوط بنائیں۔ 718 مولڈ اسٹیل میلامین دسترخوان کے لیے سب سے زیادہ استعمال ہونے والا اسٹیل ہے۔ شونہاؤ مولڈز فیکٹری کے تیار کردہ سانچےمولڈ اسٹیل کے انتخاب میں تکنیکی تقاضوں کو پورا کرنے کی ضمانت دیتے ہیں تاکہ مولڈ کی سروس لائف اور معیار کو یقینی بنایا جا سکے، اور یہ دسترخوان کی فیکٹری (معاشی اور پائیدار) کی پیداواری ضروریات کو بھی پورا کر سکتے ہیں۔ لہذا، Shunhao نے صارفین کی اکثریت کا اعتماد اور تصدیق جیت لی ہے۔ شونہاؤ مولڈ پرچیزنگ ہاٹ لائن: +86 15905996312 ای میل: machine@hongancn.com
718 مولڈ اسٹیل کو "ایڈوانسڈ پلاسٹک مولڈ اسٹیل" کہا جاتا ہے اور عام پلاسٹک مولڈ اسٹیلز میں سب سے زیادہ استعمال ہونے والا عام اسٹیل گریڈ ہے۔ ایپلی کیشن: 718 مولڈ اسٹیل میں سختی اور اعلی کارکردگی ہے، اور بڑے، اعلی درجے کے پلاسٹک مولڈ مولڈنگ تیار کر سکتے ہیں۔ عام درخواست کی مثالیں۔ بڑے سانچوں، اعلی سطح کی ضروریات کے ساتھ گھریلو آلات کے لیے ٹیمپلیٹس۔ بڑے آئینے کے پلاسٹک کے سانچوں کے لیے موزوں ہے، جیسے آٹوموبائل، گھریلو آلات، آڈیو اور ویڈیو مصنوعات وغیرہ۔ اسے آئینے پالش کرنے کی ضروریات کے ساتھ پلاسٹک کے سانچوں کے لیے استعمال کیا جا سکتا ہے، اور یہ PA، POM، PS، PE، PP، اور ABS پلاسٹک کے لیے انجکشن مولڈ اور بلو موڈز کے لیے موزوں ہے۔ انتہائی پالش اور مولڈ گہا کا مطالبہ۔ 718 مولڈ اسٹیل میلامین ٹیبل ویئر فیکٹریوں میں سب سے زیادہ استعمال ہونے والا اسٹیل ہے اور میلمین کمپریشن مولڈز کی تیاری میں بڑے پیمانے پر استعمال ہوتا ہے ۔ 718# مولڈ اسٹیل سے بنا دسترخوان کا مولڈ روشن اور چمکدار ہے، اور میلمین کی تیار کردہ مصنوعات اعلیٰ معیار اور مسابقتی ہیں۔ انکوائری کے لئے کال کرنے میں خوش آمدید! موبائل: +86 15905996312 ای میل: machine@hongancn.com
ساخت کا معقول ڈیزائن مولڈ کی سروس لائف کو یقینی بنا سکتا ہے، اس لیے یہ سانچوں کی بنیاد ہے۔ شونہاؤ مشین اور مولڈ فیکٹری میں میلمین کمپریشن مولڈ بنانے میں بہت سارے کامیاب کیس ہیں ۔ 2002 کے بعد سے 30 مزید ممالک کے صارفین شن ہاو کے ساتھ طویل مدتی تعاون کو تسلیم کرتے ہیں اور اسے برقرار رکھے ہوئے ہیں۔ اس بات کو یقینی بنانے کے لیے کہ مولڈ طویل سروس کے لیے کام کرے، سانچوں کو بنانے والے کو مندرجہ ذیل 3 اصولوں پر عمل کرنا چاہیے۔ 1. اچھا معدنیات سے متعلق ڈھانچہ ڈیزائن مولڈ کی مقامی حرارت کے ارتکاز کی وجہ سے ہونے والی تھرمل تھکاوٹ کو کم کرنے کے لیے کاسٹنگ میں یکساں موٹائی ہونی چاہیے۔ موٹائی کے علاوہ، مولڈ پر تیز کونوں کی وجہ سے پیدا ہونے والے تناؤ سے بچنے کے لیے کاسٹنگ کے کونے گول ہونے چاہئیں۔ 2. مناسب سڑنا ساخت ڈیزائن سڑنا کے تھرمل توازن کو برقرار رکھیں۔ اس بات کو یقینی بنانے کے لیے کہ یہ دباؤ میں خراب نہ ہو، سڑنا میں کافی سختی اور طاقت ہونی چاہیے۔ سڑنا ڈالنے کا مقصد کور پر اثر اور کٹاؤ کو کم کرنا ہے۔ ہر جزو کی رواداری اور سطح کی کھردری کو صحیح طریقے سے منتخب کیا جانا چاہئے۔ 3. گرمی کے علاج کے عمل کو معیاری بنائیں گرمی کے علاج کا صحیح عمل بہترین مولڈ کارکردگی حاصل کرسکتا ہے، یعنی طاقت، سختی، اعلی درجہ حرارت کے جہتی استحکام، تھرمل تھکاوٹ کے خلاف مزاحمت اور مواد کو کاٹنے کی کارکردگی۔
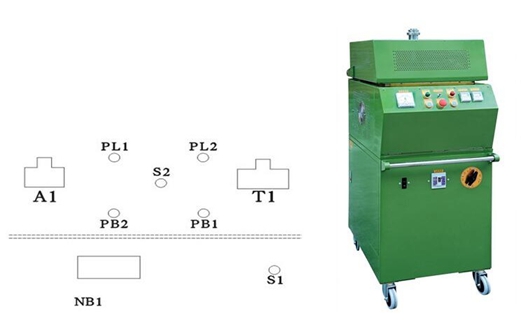
میلامین دسترخوان کی تیاری کے لیے خام مال کو پہلے سے گرم کرنا ایک بہت اہم مرحلہ ہے۔ عام طور پر ہم پاؤڈر کو خصوصی باکس میں ڈالتے ہیں اور کیک میں پہلے سے گرم کرنے کے لیے ہائی فریکوئنسی پری ہیٹنگ مشین میں ڈالتے ہیں۔ یہ مصنوعات کے معیار کو بہت بہتر بنا سکتا ہے۔ آج Shunhao فیکٹری آپ کو پری ہیٹر کے آپریشن کے مراحل بتائے گی۔ سب سے پہلے، آئیے پری ہیٹر کے کنٹرول پینل کو جانتے ہیں۔ کنٹرول پینل کا تعارف: A1 = موجودہ میٹر PL1 = پاور کی پائلٹ لائٹ (سبز) PB2 = ہائی فریکونسی اسٹارٹ S2 = ہائی وولٹیج سوئچ PL2 =HFPILOT لائٹ (RED) PB1 = ہائی فریکونسی اسٹاپ T1 = ہائی فریکوئنسی ٹائمر NB1 = نان فیوز بریکر S1 = ہائی وولٹیج ایڈجسٹر اگلا، ہم آپ کو آپریشن کے مخصوص اقدامات دکھائیں گے۔ 1. پری ہیٹر الیکٹرو مکینیکل گیٹ کھولیں (بجلی کی فراہمی 380V ہے)۔ 2. پری ہیٹنگ مشین کے پاور سوئچ کو آن کریں (پاور انڈیکیٹر آن ہے) اور 5-10 منٹ تک گرم کریں۔ 3. پری ہیٹر سوئچ کو "آن" پر سیٹ کریں۔ 4. "حرارتی وقت" اور "حرارتی درجہ حرارت" مقرر کریں۔ 5. خام مال ایم ایم سی کو ایک خاص کنٹینر میں رکھیں اور "ہائی فریکوئینسی اسٹارٹ" بٹن دبائیں. ( حرارتی اشارے جلتا ہے)۔ 6. جب درجہ حرارت مقررہ قدر تک پہنچ جاتا ہے، تو پری ہیٹر کام کرنا بند کر دے گا اور پھر خود بخود کھل جائے گا۔ 7. اگر کوئی غیر معمولی چیز پائی جاتی ہے، تو اسے فوری طور پر بند کر دینا چاہیے، اور اس سے نمٹنے کے لیے متعلقہ اہلکاروں کو اطلاع دینا چاہیے۔ دھیان: براہ کرم حفاظتی وجہ سے چیکنگ یا دیکھ بھال کے دوران مشین کی پاور بند کردیں۔ اور چلنے کے دوران سائیڈ ڈور بند رکھیں۔
ٹیوب ہائی فریکوئنسی پری ہیٹنگ مشین کا سب سے اہم حصہ ہے ۔ شونہاؤ فیکٹری میں، ٹیوب اور مشین کو الگ کر کے احتیاط سے پیک کیا جائے گا۔ مشین سامان کی حفاظت کے لیے لکڑی کے باکس پر مہربند پیکیجنگ کا استعمال کرتی ہے، مشین کو نمی اور تصادم سے 100% تحفظ فراہم کرتی ہے۔ جب مشین گاہک کی فیکٹری میں بحفاظت پہنچتی ہے، تو Shunhao انجینئرز کینن ٹیوب کو انسٹال کرنے میں مدد کریں گے ۔ پہلے، ہم ویڈیو دیکھ سکتے ہیں اور کچھ اندازہ لگا سکتے ہیں۔ Preheating مشین کے لئے ٹیوب کو کیسے انسٹال کریں؟ آپ کے پیروی کرنے کے لیے یہاں واضح اقدامات ہیں۔ 1. گلاس کو باہر نکالیں اور کینن ٹیوب کو احتیاط سے واپس رکھیں۔ 2. دیگر تاروں یا کنڈلیوں کو ان کی صحیح جگہ سے مضبوطی سے جوڑیں۔ اہم نوٹ: توشیبا جاپان ٹیوب کا نام یکم نومبر 2018 کو کینن ٹیوب میں تبدیل کر دیا گیا ہے۔ ٹیوب HF پری ہیٹنگ مشین کا دل کا حصہ ہے ۔ Preheater مشین زیادہ تر melamine مولڈنگ کمپاؤنڈ preheating کے عمل کے لئے استعمال کیا جاتا ہے. پری ہیٹنگ مشین کے پیرامیٹرز: نہیں مواد HGY-520 HGY-720 HGY-1020 1 آؤٹ پٹ 5KW 7KW 10KW 2 طاقت کا منبع 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 Φ 220V 380V 415V 3 پاور انپٹ 11KVA 13KVA 20KVA 4 دولن کی تعدد 62MHZ 62MHZ 27MHZ 5 ویکیوم ٹیوب 7T699RB E3069RB 8T85RB 6 وولٹیج سوئچنگ 3-مرحلہ 3-مرحلہ 3-مرحلہ 7 وقت 999.9S 8 پری ہیٹنگ پاور 110 ℃ 60 سیکنڈ کے اندر 9 فینولک رال 1200 گرام 1500 گرام 6500 گرام 10 میلمین مولڈنگ کمپاؤنڈ 1000 گرام 1200 گرام 6000 گرام 11 یوریا مولڈنگ کمپاؤنڈ 1000 گرام 1500 گرام 6000 گرام 12 الیکٹروڈ سائز 310×360m/m 340×380m/m 450×560m/m 13 الیکٹروڈ وقفہ کاری 30-70m/m 30-70m/m 35-60m/m 14 مشین کے طول و عرض (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 مشین کا وزن 260 کلوگرام 320 کلوگرام 600 کلوگرام پری ہیٹر مشین کے مختلف ماڈل ہیں: 3KW بہت چھوٹا ہے، میلمین انڈسٹری میں شاذ و نادر ہی استعمال ہوتا ہے۔ 5KW عام طور پر پاؤڈر کی گنجائش کے ساتھ استعمال کیا جاتا ہے 1000 گرام تک 7KW 5KW ماڈل کی طرح ہے، لیکن اس کی صلاحیت 1200گرام تک ہے۔ 10KW میں پاؤڈر کی گنجائش 6000 گرام تک ہے، میلامین ویئر مولڈنگ مشین 300 ٹن -800 ٹن کے ساتھ کام کرنے کے لیے یوریا ٹوائلٹ سیٹ کور بنانے والی مشین کے لیے 10 کلو واٹ پری ہیٹنگ مشین تجویز کی جاتی ہے ، ...
پروڈکشن پریکٹس میں، ہم نے پایا کہ ہائیڈرولک آئل کی وجہ سے ہائیڈرولک سسٹم کی ناکامی پورے ہائیڈرولک فیل ریٹ کا 75 فیصد ہے، لہذا تیل کے ٹینک کو مؤثر طریقے سے صاف کرنے کا طریقہ خاص طور پر اہم ہے۔ شونہاؤ فیکٹری آپ کو صفائی کے واضح اقدامات سے آگاہ کرے گی۔ 1. ویلڈنگ کے ذریعے بننے والے نئے ہائیڈرولک آئل ٹینک کو فاسفیٹ کرنے سے پہلے مندرجہ ذیل طریقے سے علاج کیا جائے گا۔ ویلڈنگ سلیگ کو اچھی طرح سے ہٹانے کے لیے اسپاتولا کا استعمال کریں اور ارد گرد کے ویلڈز پر ویلڈ نوڈولز کو اچھی طرح سے ہٹا دیں۔ آئل ٹینک کے سوراخوں اور ہر جگہ جڑنے والے دھاگے والے سوراخوں کو صاف کرنے کے لیے فائل کا استعمال کریں۔ تمام حصوں کو لنٹ سے پاک کپڑے اور مٹی کے تیل سے صاف کریں۔ آئل ٹینک کی سطح اور صاف کیے گئے حصوں پر دھول اڑنے کے لیے کمپریسڈ ہوا کا استعمال کریں۔ اگر آپ کو سیلنگ کور کے ہوائی جہاز پر ایک گسکیٹ نصب کرنے کی ضرورت ہے، تو آپ کو پہلے سے گسکیٹ بنانا چاہیے۔ 2. فاسفٹنگ کے بعد تیل کے ٹینک کی ظاہری شکل کو صاف کریں۔ آئل ٹینک کی اندرونی سطح پر فاسفیٹنگ محلول کی باقیات اور ذرات کو صاف کرنے کے لیے اسپاتولا کا استعمال کریں۔ اگر زنگ کے دھبے ہیں تو، زنگ کو دور کرنے کے لیے ریت کے کپڑے کا استعمال کریں، اور زنگ سے ہٹائے گئے حصوں پر فاسفیٹنگ محلول لگائیں، اور فاسفیٹنگ محلول کی باقیات کو 2 منٹ بعد صاف کریں۔ مٹی کے تیل کو لنٹ سے پاک کپڑے سے صاف کریں، ہر جگہ جڑنے والے دھاگوں کے آئل پورٹس کو صاف کریں اور کمپریسڈ ہوا سے خشک کریں، آئل پورٹ کو وقت پر صاف سکرو پلگ سے سیل کریں، اور صاف مٹی کے تیل سے ٹینک کی اندرونی سطح کو اچھی طرح رگڑیں۔ آٹے کو صاف اینٹی وئیر ہائیڈرولک آئل (L-HM46#) سے گوندھیں، ویلڈز، سوراخوں، کونوں اور سطح کے دیگر حصوں کو ایک ایک کرکے پیسٹ کریں، اور آپریشن کو اس وقت تک دہرائیں جب تک کہ آٹا نجاست، باریک دھول اور ذرات سے پاک نہ ہو۔ . تیل کے ٹینک کے اندر کو کمپریسڈ ہوا سے اچھی طرح اڑا دیں، اور صاف L-HM46# اینٹی وئیر ہائیڈرولک آئل لگائیں (آئل ٹینک کے اندر کو زنگ لگنے سے روکنے کے لیے)۔ اگر صاف کیا گیا تیل کا ٹینک اس وقت جمع نہیں ہوتا ہے، تو اسے فوری طور پر ڈھانپ لیا جائے، اور اسے ایک بڑے ٹیپ سے بند کیا جا سکتا ہے۔ اور ثانوی آلودگی کو روکنے کے لیے آئل ٹینک کی ٹوپی پر رکھیں، اور دستک دینے سے بچنے کے لیے اسے مناسب پوزیشن میں رکھیں۔ شونہاؤ کی بنائی ہوئی ہائیڈرولک میلمائن مولڈنگ مشینیں تائیوان کی ٹیکنالوجی سے تعاون یافتہ ہیں، اگر اسے صحیح طریقے سے چلایا جائے، منظم طریقے سے برقرار رکھا جائے تو یہ پائیدار آپریشن ہو سکتی ہے اور میلامین دسترخوان کی فیکٹریوں کے لیے بہترین مددگار ثابت ہوں گی!...
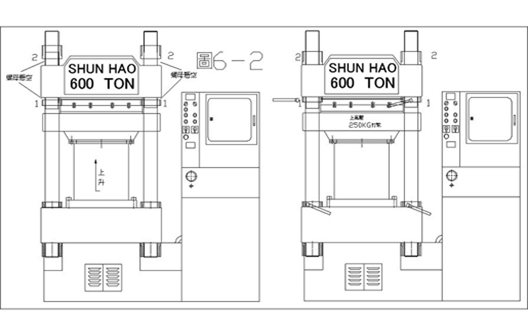
تصویر 1: ہائیڈرولک پریس کو کم کرنے کے ساتھ میلمین مولڈنگ مشین آپریشن سے پہلے، بجلی کی فراہمی کو جوڑیں اور چیک کریں کہ آیا موٹر کی گردش کی سمت درست ہے۔ دستی موڈ کے تحت مشین کو موڑ دیں؛ آہستہ آہستہ مشین کو تصویر 2 کی پوزیشن پر اٹھائیں . 2-1 تناؤ کالم کے گری دار میوے ہیں ۔ گری دار میوے کو اس پوزیشن میں لگائیں جیسا کہ تصویر میں دکھایا گیا ہے۔ پھر پیچ کو 2-2 لاک کریں ۔ تصویر 2 تصویر 3 تصویر 4 تصویر 5 چار متوازی گائیڈز کو گری دار میوے کے ساتھ نصب کیا جانا چاہیے، جیسا کہ تصویر 3 میں دکھایا گیا ہے ۔ پھر نٹ کو پوزیشن پر لانے کے لیے مشین کو نیچے کریں، جیسا کہ تصویر 4 میں دکھایا گیا ہے ۔ آپریشن کے بعد، گری دار میوے کو لاک کریں، جیسا کہ تصویر 5 میں دکھایا گیا ہے ، اور پھر گری دار میوے کو ہتھوڑے سے گھڑی کی سمت میں سخت کریں۔ تصویر 6 تصویر 6-1 تصویر 6-2 حرارتی پلیٹ کے متوازی کو درست کریں: اوپری بولسٹر کے گری دار میوے کو اونچی کر دیں، جیسا کہ تصویر 6-1 میں دکھایا گیا ہے۔ ہیٹنگ پلیٹ کو اوپر کرنا جاری رکھیں، اوپری بولسٹر کو نٹ 2 سے الگ کرنے کے لیے اوپر کریں ، لیکن نٹ کو نہ چھوئیں، جیسا کہ تصویر 6-2 میں دکھایا گیا ہے۔ نٹ 1 اور نٹ 2 کو مضبوطی سے اوپری بولسٹر کی طرف موڑ دیں ۔ مشین کو 230kg/cm² پر دبائیں، اور نٹ 2 کو گھڑی کی مخالف سمت میں سخت کریں۔
آج، شونہاؤ مشین اور مولڈ فیکٹری آپ کو میلمین میکنگ مشین میں کمپریشن مولڈز کو انسٹال کرنے کا طریقہ متعارف کرائے گی ۔ (Ⅰ) چیک کریں کہ آیا سانچوں کی نردجیکرن سانچوں کی تنصیب سے پہلے مشین کی ہیٹنگ پلیٹ پر انسٹال کرنے کے لیے موزوں ہیں۔ حرکت پذیر بولسٹر کو سب سے نچلی پوزیشن پر ایڈجسٹ کریں، اور 8-12 فکسڈ کلیمپ آئرن اور کئی گسکیٹ (معیاری لوازمات) تیار کریں۔ (Ⅱ) سانچوں کے پورے سیٹ کو مشین کی ہیٹنگ پلیٹ پر اعتدال پسند پوزیشن پر منتقل کرنے کے لیے فورک لفٹ کا استعمال کریں۔ مولڈ پلیٹ کو فکسڈ کلیمپ آئرن، گاسکیٹ اور بولٹ سے لاک کریں تاکہ مشین کی نچلی پلیٹ میں نچلے مولڈ کو محفوظ بنایا جا سکے۔ (Ⅲ) مشین کی ہیٹنگ پلیٹ کو آہستہ آہستہ بڑھانے کے لیے ہائیڈرولک بنانے والی مشین کا مینوئل آپریشن موڈ ای استعمال کریں ، تاکہ اوپری مولڈ مشین کی اوپری پلیٹ کے خلاف آہستہ سے دبایا جائے۔ 1. اگر مولڈ زیادہ ہے، تو آپ اوپری پلیٹ کے باہر نٹ کو ڈھیلا کر سکتے ہیں۔ مولڈ کو سب سے اونچے مقام پر اٹھانے کے بعد، اندرونی نٹ کو اسکرو کریں اور اسے سخت کریں، اور پھر اوپری نٹ کو کھولیں لیکن اوپری پلیٹ کو مضبوطی سے ٹھیک کریں۔ 2. اگر سانچوں کے سانچوں کے پچھلے سیٹ سے کم ہیں، تو اوپری پلیٹ کو پچھلے اونچے مولڈ یا لوہے کی کافی اونچائی کے ساتھ مناسب پوزیشن پر نیچے کیا جانا چاہیے۔ پچھلے اونچے مولڈ کو حرکت دیں، اتاریں اور اسے نئے سانچے سے بدلیں اور مذکورہ طریقے سے انسٹال کریں۔ (ⅠⅡⅢ) 3. ایک فکسڈ کلیمپ آئرن کے ساتھ اوپری مولڈ کو اوپری پلیٹ میں درست کریں۔ 4. تمام گری دار میوے کو چیک کریں اور سخت کریں، اور پھر پیچ کو سخت کرنے کے لیے ہتھوڑا اور دیگر اوزار استعمال کریں۔ آپریشن کے دوران ڈھیلے ہونے سے روکنے کے لیے تمام گری دار میوے کو مضبوطی سے بند کر دیں۔